 28.07.2020
28.07.2020
 0
0




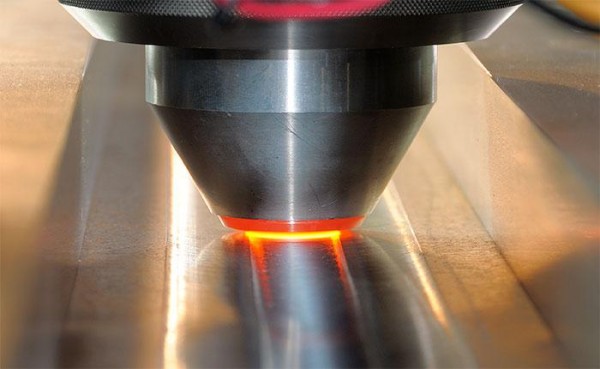
Диффузионная сварка - это сварка давлением, осуществляемая за счет взаимной диффузии атомов контактирующих деталей при воздействии повышенной температуры и незначительной пластической деформации. Соединение образуется в результате совместного действия температуры и давления в течение определенного времени, которое составляет от нескольких до десятков минут. Сближение поверхностей до межатомных расстояний происходит за счет деформации. Для защиты металла возможно использование вакуума, газовых и жидких сред.
Характерная особенность традиционного способа диффузионной сварки - применение относительно высоких температур нагрева, а также низких давлений, которые меньше предела текучести соединяемого материала. Также существуют и другие методы, например диффузионная сварка с принудительным деформированием (ДСПД), которую проводят при механических напряжениях, превышающих предел текучести материалов.
Основными параметрами режима диффузионной сварки является температура, давление, время сварки, среда (чаще всего используют вакуум). Для выбора параметров режима большое значение имеет подготовка поверхностей, которые соединяются. Чем выше вакуум в сварочной камере, тем меньше взаимодействие металла с газами. Однако степень вакуумирования должна быть экономически целесообразна и технологически достаточна для удовлетворительного качества сварного шва.
Диффузионную сварку применяют для соединения как однородных, так и разнородных материалов. Температура сварки в большинстве случаев составляет 0,6-0,8 температуры плавления (по абсолютной шкале) свариваемого или более легкоплавкого в разнородных сочетаниях.
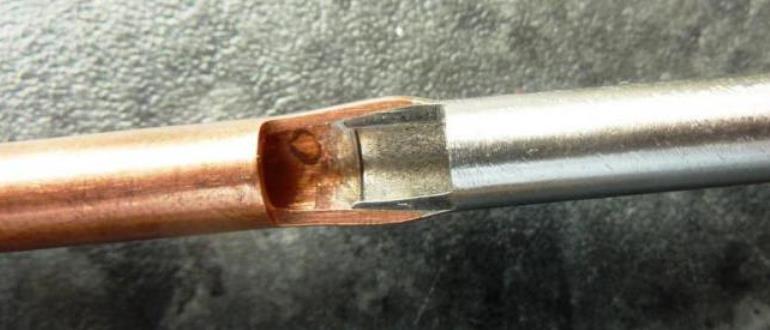
Диффузионную сварку выполняют по двум схемам: без промежуточных прокладок и с промежуточными прокладками. При сварке разнородных материалов, которые значительно отличаются по своим свойствам, например, коэффициентами теплового расширения, применяют высокопластичную прокладку с никеля, меди, алюминия, что позволяет снизить уровень напряжений в соединении. С помощью промежуточных прокладок можно получить сварные соединения без образования хрупких интерметаллидных фаз между разнородными материалами, снизить температуру сварки однородных материалов и т.д.
Промежуточный слой наносится на поверхности путем электролиза, напылением в вакууме, вводится встык в виде фольги или иным способом. Химический состав слоя выбирают в зависимости от рода свариваемых материалов, а также требований к сварному соединению. Толщина промежуточного слоя может быть разной. При этом слой может полностью менять свой состав за счет диффузии или располагаться в стыке, что необходимо при сварке материалов с различными свойствами или металлов, образующих хрупкие соединения.
Диффузную сварку выполняют также с применением прокладок, которые расплавляются, активируют поверхности и вытесняются, а их остатки проникают в основной металл. Состав металла в зоне сварки за счет диффузных процессов приближается к составу основного металла. Этот процесс широко применяется при соединении материалов, которые плохо свариваются плавлением и предназначены для работы при высоких температурах и значительных нагрузках. В нем сочетаются особенности диффузионной сварки и пайки в вакууме.

 09/07/21 14:37
09/07/21 14:37
 0
0
 09/06/21 14:13
0
09/06/21 14:13
0
 09/06/21 10:34
0
09/06/21 10:34
0
 30/09/20 11:42
0
30/09/20 11:42
0
 30/09/20 11:32
0
30/09/20 11:32
0