 28.07.2020
28.07.2020
 0
0





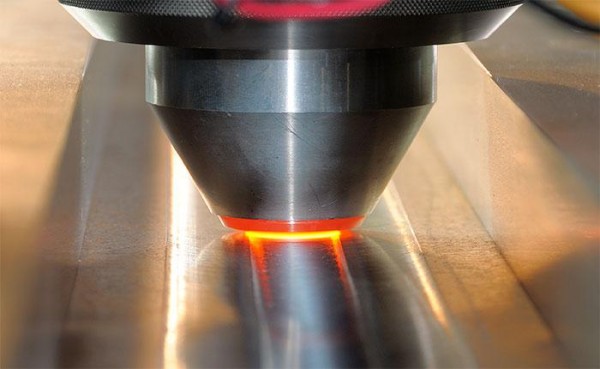
Лазерной сваркой называют технологический процесс получения неразъемного соединения частей изделия путем местного расплавления металлов по примыкающим поверхностям. В качестве источника нагрева используют концентрированный поток излучения лазера. В результате плавления и кристаллизации возникает прочное сцепление (сварной шов), основанное на межатомном взаимодействии.
Сущность лазерного процесса сварки состоит в следующем: лазерное излучение направляется в фокусирующую систему, где фокусируется в пучок меньшего сечения и попадает на свариваемые детали, где частично отражается, частично проникает внутрь материала, где поглощается, нагревает и расплавляет металл, формируя сварной шов.
Лазерную сварку производят сквозным и частичным проплавлением в любом пространственном положении. Сварка проводится непрерывным или импульсным излучением. При сварке изделий малых толщин от 0,05 до 1,0 мм сварка проходит с расфокусировкой лазерного луча.
При импульсном лазерном излучении сварной шов образуется сварными точками, их перекрытием на 30 - 90%. Современные сварочные установки с твердотельными лазерами проводят шовную сварку со скоростью до 5 мм/с с частотой импульсов около 20 Гц. Сварку проводят с использованием присадочных материалов (проволока диаметром около 1,5 мм, лента или порошок). Присадка увеличивает сечение сварного шва.
Лазерная сварка разделяется на три вида: микросварка (толщина или глубина проплавления до 100 мкм), мини-сварка (глубина проплавления от 0,1 до 1 мм), макросварка (глубина проплавления более 1 мм).

 09/07/21 14:37
09/07/21 14:37
 0
0
 09/06/21 14:13
0
09/06/21 14:13
0
 09/06/21 10:34
0
09/06/21 10:34
0
 30/09/20 11:42
0
30/09/20 11:42
0
 30/09/20 11:32
0
30/09/20 11:32
0